Lors du précédent article, nous vous avons partagé les étapes suivies par Laurent, notre Technicien Bureau d’Etudes.
Aujourd’hui, nous continuons notre série avec Olivier, notre Responsable Technique et le post traitement des pièces, appelé également polissage.
Une fois les pièces sorties de l’injection (zamak), du matriçage (laiton) ou de l’impression (inox 316L), celles-ci sont envoyées en post traitement.
Le post traitement des pièces métalliques est fondamental. C’est la clé de voute de la qualité finale du produit. Un post traitement réussi facilite une bonne décoration/le bon parachèvement de la pièce finie qui sera livrée au client.

Le savoir-faire du responsable polissage est unique. Nous pouvons sans hésitation affirmer que le post traitement des pièces métalliques est le secteur le plus complexe à maitriser car il fait appel à une expérience qui ne s’acquiert qu’après de nombreuses années d’apprentissage.
L’apparition de la fabrication additive métal rend ce point encore plus primordial. Les formes complexes des pièces que nous pouvons désormais produire indutriellement grâce à ces nouvelles techniques rendent le post traitement extrêmement complexe et difficile à appréhender pour des techniciens même expérimentés.
Les différentes étapes sont déterminées en fonction de la matière utilisée (le substrat), de la géométrie de la pièce et du cahier des charges du client.
Chez EAC, nous avons plusieurs techniques bien différentes de post traitement : mécanique ou manuelle.
Dans un premier temps, il est donc impératif d’analyser les pièces afin de déterminer quelles techniques de polissage devront être utilisées. Bien souvent, nous aurons même intégré cette étape fondamentale dans la conception (CFAO) et la production (PAO) en amont, afin de faciliter ce travail de post traitement.

Pour un polissage mécanique plusieurs matières (également appelés porteurs) peuvent être utilisées, et sont versées dans les machines correspondantes à la technique/technologie à utiliser.
La sélection des porteurs se fait en fonction des mêmes critères : la matière à travailler et la géométrie de la pièce.
Vient ensuite le choix du temps de cycle en fonction de la finition demandées, de la matière utilisée et du travail effectué en amont. Les cycles peuvent aller de 1h à 50h, voir même 100h !
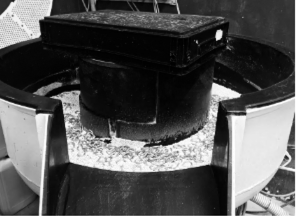
Une fois tout ce travail d’analyse réalisé, nous versons les pièces et les porteurs dans les machines selectionnées et réglées en fonction du temps de cycle choisi.
Puis, le temps de cycle terminé, nous arrivons à l’étape du déchargement, qui consiste à séparer les porteurs des pièces. C’est une étape très minutieuse où là aussi l’expérience et le bon sens des techniciens sont mis à contribution.
Pour le polissage manuel, la dextérité et l’expérience du technicien ainsi que les matières et les outils utilisés sont encore plus primordiaux. Nous pouvons dire que ce métier reste dans le domaine de l’artisanat, du patrimoine vivant et se passe de bouche à oreille. C’est un métier pénible où les volontaires se font de plus en plus rares. Nos polisseurs roumains ont été tous formées à nos méthodes, et à leur tout forment les volontaires; ce qui nous permet de continuer à exceller dans ce domaine si particulier et noble.
Les pièces post traitées sont ensuite transférées avec grande précaution à la galvanisation ou au vernissage, en fonction du cahier des charges du client.
Dans le prochain article, nous verrons comment Luc-Marie, notre Responsable Galvano Plasticien donne avec toute son équipe une finition parfaite à nos pièces.